Breaking the Plate: An Industry View on Maximum Cutting Thickness in Fiber Laser Systems
Abstract
In the competitive landscape of industrial fabrication, maximum cutting thickness remains a critical performance metric—one that often separates commodity-grade machines from true production assets. This article examines the technical, material, and market dimensions of cutting thickness in modern fiber laser systems, with particular attention to the capabilities of high-power platforms from manufacturers such as ROCLAS (ROCLAS® MACHINERY CO., LTD.). Through a combination of empirical data, comparative analysis, and application case studies, we argue that effective cutting thickness is not solely a function of laser power but involves a systemic interplay of beam quality, gas assist, and machine rigidity.
---

Industry Background and the Thickness Imperative
The demand for thicker-section cutting has grown steadily across industries: shipbuilders now routinely process 20–30 mm mild steel; structural steel fabricators require clean edges on beams up to 40 mm; and heavy-equipment manufacturers often specify 50 mm plate for wear-resistant components. Historically, these applications fell to plasma or oxy-fuel cutting, but the advent of fiber lasers with powers exceeding 10 kW has rapidly eroded that territory.
Fiber lasers offer significant advantages—narrower kerf, faster processing speeds for thin-to-medium gauges, lower operating costs, and superior edge quality. However, as plate thickness increases, thermal effects, beam divergence, and gas dynamics impose practical limits. The industry’s benchmark for “maximum cutting thickness” is typically defined under ideal conditions: clean plate, dry air, and optimal focal position. In production environments, these numbers often drop by 20–30%.
---
Data Analysis: Cutting Thickness by Power Level
The following table compiles representative maximum cutting thickness data for mild steel, stainless steel, and aluminum, based on manufacturer specifications and field reports from machines using Raycus or MAX laser sources—the same families employed in ROCLAS fiber laser platforms.
| Laser Power (kW) | Mild Steel (mm) | Stainless Steel (mm) | Aluminum (mm) |
|------------------|-----------------|----------------------|---------------|
| 1.0 | 6 | 3 | 2 |
| 1.5 | 8 | 4 | 3 |
| 2.0 | 10 | 5 | 4 |
| 3.0 | 14 | 8 | 5 |
| 4.0 | 18 | 10 | 6 |
| 6.0 | 22 | 14 | 8 |
| 8.0 | 28 | 18 | 10 |
| 10.0 | 32 | 22 | 12 |
| 12.0 | 38 | 25 | 14 |
| 15.0 | 45 | 30 | 16 |
| 20.0 | 50 | 35 | 20 |
Notes: Values for 20 kW represent practical production limits; laboratory conditions may yield 55 mm on mild steel. Data consolidated from manufacturer literature and independent testing reports.
Interpretation
Several observations emerge from this data. First, the relationship between power and thickness is not linear. Doubling power from 3 kW to 6 kW increases mild steel capacity by only 8 mm (57%), while the jump from 10 kW to 20 kW yields only 18 mm (56%). This diminishing return is due to beam divergence and heat dissipation: thicker plates require longer dwell times, during which the beam spreads and loses intensity.
Second, aluminum and stainless steel underperform relative to mild steel because of higher reflectivity and lower thermal conductivity, respectively. Aluminum’s high reflectivity at 1 μm wavelength demands a high-reflectivity suppression module—a feature that ROCLAS integrates into its fiber laser systems to enable stable processing of 1–2 mm copper and 2–3 mm aluminum plates. Without such modules, operators risk back-reflection damaging the laser source.
Third, the data underscores that “maximum cutting thickness” must be disaggregated by material. A 6 kW machine that handles 22 mm mild steel will struggle with 8 mm aluminum—a distinction that procurement teams often overlook.
---
Technical Considerations and the Role of Machine Design
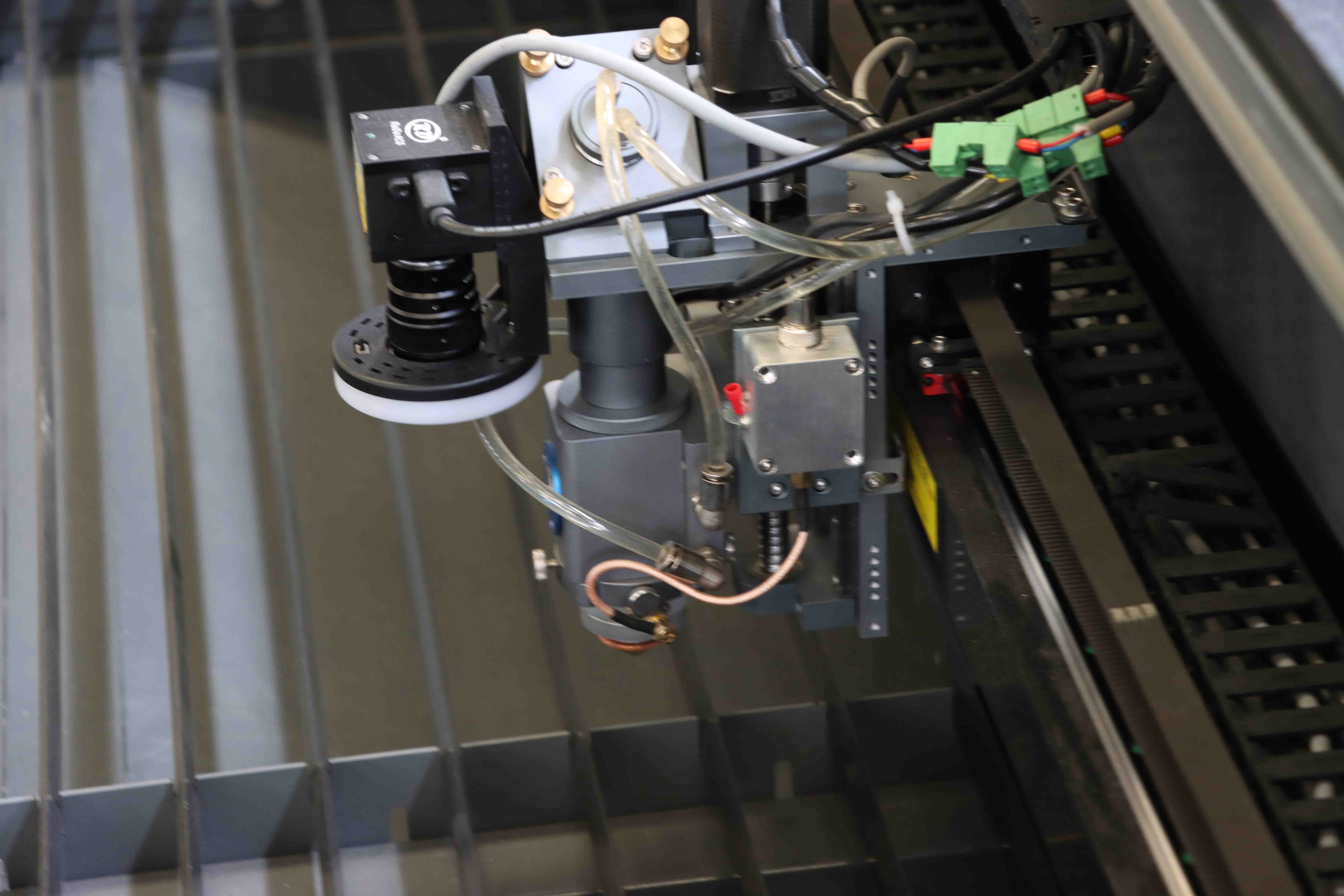
Achieving the maximum cutting thickness in production requires more than raw power. The entire cutting system must be engineered for stability, precision, and gas management.
Beam Quality and Delivery
Higher power alone does not guarantee deeper cuts if beam quality degrades. Fiber lasers inherently offer excellent beam parameter products (BPP), but the beam must be delivered to the cutting head with minimal divergence. ROCLAS machines use Ray
Get a Quote
Regardless of whether you require general advice or specific support, we are happy to help you.



Recent Post
-
 The Ultimate Guide to High-Performance Fiber Laser Metal Cutting MachinesIntroductionFiber laser metal cutting machines have revolutionized the manufacturing industry with...2025-06-24 19:56:52
The Ultimate Guide to High-Performance Fiber Laser Metal Cutting MachinesIntroductionFiber laser metal cutting machines have revolutionized the manufacturing industry with...2025-06-24 19:56:52 -
 Understanding the Key Differences Between Fiber Laser and CO2 LaserIn the world of laser cutting and engraving, two types of lasers dominate the industry fiber laser...2025-03-30 09:31:59
Understanding the Key Differences Between Fiber Laser and CO2 LaserIn the world of laser cutting and engraving, two types of lasers dominate the industry fiber laser...2025-03-30 09:31:59 -
 The Ultimate Guide to Programmable Laser Cutters Revolutionizing Precision and EfficiencyIntroductionIn the realm of modern manufacturing and design, programmable laser cutters have emerg...2025-03-29 09:32:00
The Ultimate Guide to Programmable Laser Cutters Revolutionizing Precision and EfficiencyIntroductionIn the realm of modern manufacturing and design, programmable laser cutters have emerg...2025-03-29 09:32:00 -
 The Ultimate Guide to Steel Laser Cutting Techniques, Benefits, and ApplicationsIntroductionSteel laser cutting has revolutionized the manufacturing and fabrication industries, o...2025-03-24 08:31:07
The Ultimate Guide to Steel Laser Cutting Techniques, Benefits, and ApplicationsIntroductionSteel laser cutting has revolutionized the manufacturing and fabrication industries, o...2025-03-24 08:31:07 -
 Why Choose Roclas Fiber Laser Cutting for PED Components?IntroductionLaser cutting technology has revolutionized metal fabrication, offering unmatched prec...2025-06-16 07:49:19
Why Choose Roclas Fiber Laser Cutting for PED Components?IntroductionLaser cutting technology has revolutionized metal fabrication, offering unmatched prec...2025-06-16 07:49:19 -
 The Evolution and Applications of Industrial Steel Cutters in Modern ManufacturingIntroductionIn the realm of modern manufacturing, the ability to precisely and efficiently cut thr...2025-03-26 07:31:53
The Evolution and Applications of Industrial Steel Cutters in Modern ManufacturingIntroductionIn the realm of modern manufacturing, the ability to precisely and efficiently cut thr...2025-03-26 07:31:53




















{kind=link}